Валы для трубогиба профильной трубы. Самодельный трубогиб для профильных труб
Трубогиб — очень полезный инструмент в хозяйстве, если вы привыкли всё делать своими руками. Из гнутой профильной трубы изготавливают навесы, теплицы и козырьки, придают водопроводным трубам нужный изгиб. С помощью этого инструмента не составит труда сделать всевозможные изделия, которые имеют переменный радиус. Можно сэкономить на покупке инструмента и сделать его по чертежам и фотографиям самостоятельно. Мастер-класс из видео покажет все тонкости процесса.
На строительном рынке можно приобрести разные модификации профессиональных трубогибов. Для изгиба труб небольшого диаметра подойдёт инструмент с ручным приводом; трубы большого диаметра изгибают инструментом, укомплектованным гидроприводом. Промышленные агрегаты бывают стационарными и переносными. Удобен в эксплуатации инструмент, который подключается к электросети. Трубогибы классифицируются по способу изгиба:
- трубогибы арбалетного типа в качестве изгибающего узла используют шаблон нужного диаметра;
 Арбалетный трубогиб
Арбалетный трубогиб - ручной привод изгибает трубы с помощью пружин;
- сегментные трубогибы изгибают трубы по сегменту. Их чаще всего используют сантехники;
 Ручной трубогиб
Ручной трубогиб - дорновые механизмы предназначены для изгиба тонкостенных труб на малый радиус.
Совет. В специальных справочниках можно найти таблицы с допустимыми значениями радиуса изгиба в зависимости от толщины и диаметра трубы. Нарушение радиуса создаст зоны с повышенным напряжением металла, что существенно снизит качество и прочность трубы.
Простейший трубогиб из шаблона
Такой механизм подойдёт для труб малого диаметра. Шаблон изготавливают из досок, превышающих по толщине диаметр трубы. Край шаблона обрезается под углом, чтобы труба не выскальзывала. Доски скрепляют между собой и фиксируют на поверхности стола. На определённом расстоянии от шаблона прикрепляют упор. Трубу вставляют между упором и шаблоном и выгибают. Трубу нельзя гнуть от центра шаблона – она сломается. А если не сломается, то внешний вид не выдержит никакой критики.
 Трубогиб из шаблона
Трубогиб из шаблона Подобным образом изготавливается трубогиб из бетонной плиты и прочных металлических штырей. В бетоне бурятся отверстия и вбиваются штыри на расстоянии не более 5 см, по краям вбивают штыри-упоры. Для фиксации изогнутой трубы, к её концам можно приварить перемычку, которую потом демонтируют.
Подобный шаблон можно выполнить из листа фанеры и крючков. Изменяя расположение крючков, можно менять радиус изгиба заготовки.
Роликовый ручной трубогиб
При изготовлении такого механизма основная сложность состоит в подборе роликов и нужного шаблона. Изгиб не получится качественным, если ролики не будут обхватывать трубу. Для изгиба гибких труб ролики можно выпилить из деревянных заготовок твёрдых пород. Ролики можно изготовить на токарном станке или при помощи лобзика.
 Ролики для самодельного трубогиба можно выточить на токарном станке
Ролики для самодельного трубогиба можно выточить на токарном станке Деревянные круги вырезают под необходимым уклоном, затем собирают в одну деталь, ошкуриваются наждачной бумагой. Для придания прочности деревянным деталям, их укрепляют пластинами из металла. Для изгиба труб по большому радиусу понадобится трубогиб, имеющий три ролика.
Станок для гибки труб
Ручной станок прокатного типа станет хорошим подспорьем в мастерской домашнего мастера. Для его изготовления понадобятся такие материалы, которые можно купить по приятной цене в пунктах приёма металла.

Расстояние между валами имеет значение. Чем дальше расположены валы, тем меньше потребуется приложить силы оператору для прогона трубы, минимальное радиусное значение увеличивается и увеличивается расстояние участка трубы, которое не подвергнется обработке, соответственно ход прижимного вала будет длиннее. Поэтому на стадии проектирования чертежа нужно рассчитать несколько вариантов положения боковых валов.
 Прокатный станок в готовом виде
Прокатный станок в готовом виде Если вместо валов будут использоваться ролики, по бокам нужно поставить ограничители (уголок стальной), которые удержат трубу в строго вертикальном положении и перпендикулярно к оси роликов. В противном случае профильная труба изогнётся спиралью. После финальной сборки приспособление можно покрасить, для эстетического удовольствия.
Приведённое устройство при желании можно усовершенствовать. Добавить к инструменту двигатель с моторедуктором, который приведёт вал в движение вращением цепной передачи. Установление домкрата вместо верхнего вала позволит изгибать трубы разных диаметров. Домкратом регулируется давление и выставляется высота. Такой апгрейд позволит гнуть трубы в промышленном масштабе малого предприятия, под всевозможными радиусами.
 Схема: трубогиб с использованием домкрата
Схема: трубогиб с использованием домкрата На таком станке удобно работать с напарником: один человек крутит лебёдку, а второй тянет трубу. Заготовка трубы помещается на ролики и прижимается домкратом. Лебёдка протягивает трубу по валам, затем добавляют усилие домкрата и прогоняют заготовку ещё раз. Цикл повторяют до тех пор, пока труба не приобретёт нужный изгиб.
Совет. При сгибании профильной трубы, песок, засыпанный внутрь профиля, защитит его от деструктивных деформаций.
Прибор, самостоятельно изготовленный однажды, прослужит очень долго, и ничем не будет уступать по качеству купленному оборудованию. Если же трубогиб нужен для одноразового использования, то целесообразнее взять прибор на прокат.
Трубогиб своими руками: видео
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её. Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Устройство самодельного трубогиба
Простейшая конструкция
Самый простой ручной трубогиб своими руками может сделать каждый. Для изготовления такого элементарного приспособления достаточно иметь бетонную плиту, сверло для работы с бетоном и стальные штыри (их нужно много).
Сделать самодельный ручной трубогиб можно без всяких чертежей и всего за три шага:
- На бетонной плите чертится квадратная сетка с размером сторон ячеек 4 на 4 или 5 на 5 см.
- В узлах сетка соответствующим сверлом просверливаются отверстия под металлические стержни (по возможности их нужно как можно больше углубить).
- По окончании операции в заготовку вбиваются стальные стержни.

Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка.

Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
- отрезок профильной трубы нужной длины устанавливают на подающие ролики;
- в процессе вращения рукоятки струбцины изделие прижимают к нижним роликам с помощью третьего, зафиксированного на нижнем конце шпильки;
- с помощью цепной передачи, подсоединённой к роликам, профильную трубу перемещают сквозь зону деформации. Читайте также: " ".
Гидравлический трубогиб с электроприводом
Этот аппарат отличается большей производительностью, чем описываемая выше конструкция, за счёт замены струбцины на гидравлический узел и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.

Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- На ровном основании монтируют подающий вал.
- На торце вала крепят шкив для ременной передачи, переходящей на ротор электрического двигателя. На втором конце устанавливают ведущую звёздочку цепной передачи.
- На необходимом расстоянии от первого вала устанавливают второй, на котором крепят ведомую звёздочку. Нужно отметить, что если вместо шарикоподшипников по бокам к основанию приварить стальные пластины в форме трапеции, можно в качестве движущего механизма использовать не валы, а обычные канатные ролики.
- Монтируют деформирующий ролик - сверху или снизу, в соответствующем отверстии. Вал ролика находится в пазах пластин или П-образной рамки. Движение ролика ограничено штоком поршня и собственно отрезком трубы.
Сгибание труб без применения трубогиба
Если планируется разовая операция или нет возможности собрать необходимую конструкцию, можно согнуть трубу круглого сечения и без использования специальных установок.
Для этого из дерева вырезают заготовку, форма которой соответствует планируемому радиусу кривизны готового изделия. Трубу в зажимах сгибают о заготовку. Возможна и замена такого шаблона на вбитые в деревянную подставку штыри или крюки, расположенные по принципу первого описанного в статье трубогиба.
Можно также предварительно разогреть заполненное песком место сгибания трубы или, если работа производится на холоде, залить водой. После разогрева песка или застывания воды трубу также сгибают вокруг шаблона соответствующей кривизны.
Ещё один способ - сделать в трубе на месте будущего внутреннего радиуса пропилы соответствующей ширины, после чего согнуть трубу (края пропилов должны совместиться) и с помощью электросварки восстановить целостность трубы. По такой технологии можно сгибать трубы любого размера и в любом направлении.
Трубогиб - это разновидность прокатного стана, предназначен для изгиба под заданным радиусом труб различного сечения и диаметра.
О том, как именно он работает и как его можно сделать самому в домашних условиях, и пойдет речь в этой статье.
Назначение
Очень часто при работе с металлической трубой обычного (круглого) и прямоугольного (профильного) сечения требуется их изогнуть на определенный угол. Такая необходимость возникает вне зависимости от вида работ - прокладка ли это трубопровода по цеху, установка сплит-системы в квартире или же сварка из профтрубы скамейки или беседки на дачу.
Тонкие трубки, к примеру, медные, часто использующиеся в системах кондиционирования, можно согнуть руками, но изгиб вручную всегда нестандартный, а проще говоря - кривой. Для серьезного производства это неприемлемо. А толстую стальную трубу, особенно профильную, согнуть вручную невозможно. Вот в этой-то ситуации и приходят на помощь трубогибы. Они могут аккуратно, точно по заданному радиусу изогнуть трубу, не допуская разрывов, утончения стенок и иных деформаций металла.

Принцип работы
Принцип работы любого станка для изгибания труб, несмотря на большое разнообразие конструкций, одинаков:
- Трубка либо фиксируется в двух точках, условно назовем их А и В, а в точке Б, находящейся между ними, на нее осуществляется силовое воздействие, которое приводит к образованию изгиба. Фактически это разновидность пресса.
- Либо используются только две точки, одна из которых фиксирует трубу в пространстве, позволяя свободно скользить вперед-назад (в одной плоскости), а вторая представляет собой вращающийся роликовый зажим. Конец профиля зажимается в фиксаторе, ролик делает оборот на определенное количество градусов, профиль соответственно изгибается.
Существует множество разновидностей трубогибов, но все они обладают сходными элементами конструкции: в них есть одна или две стационарные точки фиксации для трубы и одна - подвижная . Ее ход в заданной плоскости и приводит к изгибу профиля.
В качестве точек опоры всегда используются ролики или вальцы. Изгиб трубы в жестких зажимах возможен, но легко может привести к разрыву материала. Если же профиль может свободно скользить в роликах, то он не повреждается.
Для сгибания профильных труб с сечением в виде прямоугольника и квадрата используется тот же принцип, что и для круглого сечения. Только трубогиб должен был собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
Разновидности
В первую очередь трубогибы делятся на ручные и автоматические . Первые предназначены для работы с профилем небольшого сечения, до 40х40 мм, поскольку более толстую трубу даже с помощью рычага согнуть руками невозможно. В быту используют преимущественно их, при этом встречаются мобильные и стационарные устройства.
Автоматические прокатно-изгибочные станы предназначаются для промышленных условий. Как правило, они стационарного типа.
Они оснащаются электрическим приводом от двигателя соответствующей мощности. Встречаются гидравлические или комбинированные - электрогидравлические модели.
Основная классификация идет по принципу действия:
- домкратный (или арбалетный),
- вальцовочный,
- намоточный.
Первые два типа конструктивно очень схожи между собой. Есть два валика, через которые протягивается труба. На домкрате или прессе размещен третий валик или полукруглый упор, который осуществляет давление на профиль. Разница только в том, что при вальцовке профиль прогоняется под прессующим валиком с определенной скоростью, а сам валик закреплен неподвижно. А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
Намоточный тип подразумевает, что изгибаемый материал фиксируется в одном ролике (или системе роликов) и наматывается на другой.
Каждый вид конструкции имеет свои достоинства и недостатки:
- «Арбалет» конструктивно проще всего, его легче сделать в домашних условиях из обычного домкрата. Но аккуратно выгнуть конец трубы с его помощью сложно, кроме того, при изгибе на большой радиус он может привести к разрыву металла.
- Вальцовочный станок обеспечивает высокое качество изгиба на любой радиус, но нуждается в двигателе для протяжки трубы. Именно этот тип чаще всего можно встретить в заводских цехах.
- Намоточный бывает как стационарным, так и мобильным (ручным). Он особенно удобен для труб небольшого и среднего диаметра. Основным его недостатком является невозможность изменять окружность изгиба и варьировать радиус: они всегда зависят от ролика намотки.
На заметку: в промышленности активно используются трубогнущие станки с ЧПУ, которые могут выполнять из труб любые гнутые конструкции согласно заложенной программе.
Как сделать трубогиб своими руками?
Если вам необходим трубогиб для ремонтных работ по дому или даче, а работа планируется с трубами небольшого диаметра, то можно не покупать дорогое устройство, а смонтировать его своими руками из подручных средств. Вариантов изготовления существует бесчисленное множество.
Перед началом работы вам понадобится определиться с сечением и формой профиля труб, которые вы будете гнуть. Ширина и форма желоба роликов должны точно соответствовать диаметру и сечению трубы, иначе она либо застрянет в них, либо будет «гулять», что приведет к неровному изгибу или другим деформациям. Труба должна входить между роликами как влитая, не застревать и не болтаться. Либо необходимо использовать цилиндрические вальцы без желоба и контролировать протяжку вручную.
Также в работе вам могут помочь следующие чертежи:





Изготовление трубогиба вальцовочного типа

- На любое подходящее основание монтируется сварная рама. В нее устанавливаются два опорных ролика. В данном случае на рисунке расстояние между ними можно варьировать благодаря установке в пазы - чем больше расстояние, тем больше радиус изгиба.
- Ролики соединяются между собой через шкив велосипедной цепью, приводным ремнем и т. д так, чтобы они вращались одновременно.
- К раме приваривается или крепится на болтах конструкция, состоящая из опорного ролика с держателем и простого винтового механизма. Вместо прижимного винта можно использовать обычный домкрат.
Принцип действия прост: изгибаемый материал вставляется между опорными вальцами, сверху опускается ведущий ролик, обеспечивая необходимый прогиб. Чем сильнее нажатие, тем больше изгибается профиль. Если необходимо равномерно изогнуть большой отрезок трубы, например, для формирования основы под крышу теплицы, ролики приводятся в действие посредством ремня или цепи (вручную либо с помощью электродвигателя), в результате чего трубка протягивается и равномерно изгибается.
Изготовление трубогиба намоточного типа

Если возникла необходимость гнуть трубы небольшого сечения, но с малым радиусом изгиба, то можно собрать самодельный трубогиб намоточного типа.
Конструкция чем-то похожа на закруточную машинку для домашнего консервирования. Главная часть - два ролика с прямоугольными желобами точно по форме трубы. Ведущий ролик (на рисунке - большой) крепится на любое основание. Он будет обеспечивать радиус и закругление гибки трубы.
Малый ролик монтируется на рычаге. Конструкция работает следующим образом: один конец профиля вставляется в фиксатор. Профиль заправляется между роликами. С помощью мускульной силы (как правило) рычаг «наматывает» трубу на ведущий ролик.
Технологию изготовления которого вы узнаете из данной статьи. Мы расскажем, как сделать трубогиб для профильной трубы своими руками, приведем схемы, чертежи и перечень необходимых инструментов для выполнения работ в домашних условиях.
Cодержание статьи
Необходимость использования и стоимость промышленных трубогибов
Решая, профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости – крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке – фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- роликовый профилегиб TV-4 – 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) – 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Делаем простой трубогиб своими руками
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
Это простейшая конструкция , для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм . В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.

Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.

Для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.

Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
Самодельный трубогиб для профиля (видео)
Станок для высокоточной гибки профиля
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.

Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см .
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек – 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных . После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.

- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины – 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT
. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.

- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.

- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда ).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.

- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Как согнуть с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
К сведению! Ручным и рычажным трубогибами возможно изогнуть профилированную трубную заготовку самым сложным образом, но изготовить два одинаковых по кривизне отрезка крайне сложно.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
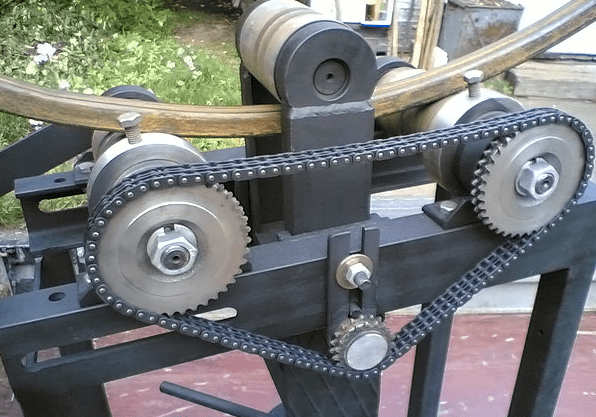
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.

Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.


Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
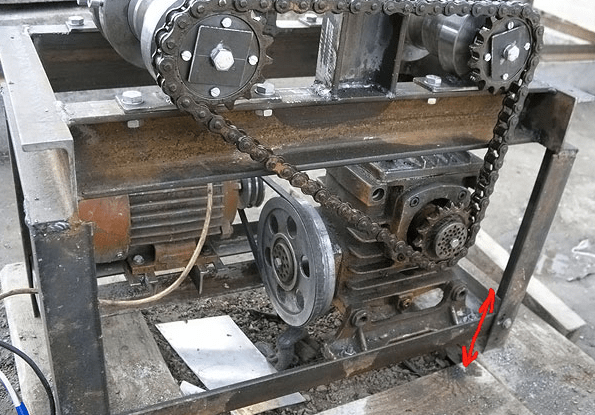
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.

Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.

Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.

Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.

Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200 о С.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.



