Сварочные трансформаторы.
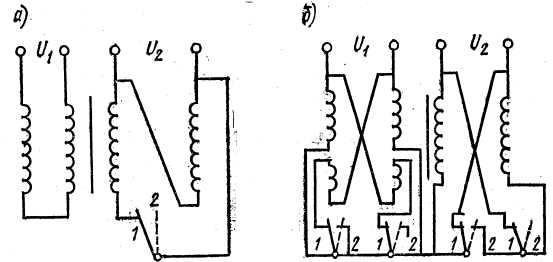
К однофазным сварочным трансформаторам относится большая группа трансформаторов серии ТД. По Своей электромагнитной схеме это трансформаторы с увеличенным (развитым) магнитным рассеянием и подвижными обмотками (рис. 1). Они снабжены механическими регуляторами тока в виде ходового винта, пропущенного через верхнее ярмо стержневого магнитопровода и ходовую гайку обоймы подвижной обмотки. Ходовой винт вращается вручную рукояткой и, ввинчиваясь в гайку, передвигает обмотку. Стержневой магнитопровод состоит из набора листовой стали толщиной 0,5 мм высокой магнитной проницаемости. Дисковые первичная 5 и вторичная 4 обмотки расположены вдоль стержней. Увеличенное магнитное рассеяние достигается за счет взаимного расположения обмоток. Одна из обмоток подвижная, другая неподвижная. При перемещении обмоток изменяется магнитное поле рассеяния. При увеличении расстояния увеличивается индуктивное сопротивление рассеяния, и ток уменьшается, при уменьшении расстояния уменьшается индуктивное сопротивление, и ток растет. При этом вторичное напряжение холостого хода практически остается почти неизменным. При большом раз- движении обмоток для получения малых токов надо увеличивать длину и массу магнитопровода. Для расширения возможности регулирования тока без увеличения массы магнитопровода применяют плавно-ступенчатое регулирование. В переносных трансформаторах ТД-102 и ТД-306 с номинальными токами соответственно 160 и 250 А подвижной является первичная обмотка, а вторичная неподвижно закреплена у верхнего ярма магнитопровода (рис. 2, а). При больших токах катушки первичной обмотки включены последовательно, а вторичной обмотки - параллельно (положение 1); при переходе на малые токи одна катушка вторичной обмотки отключается (положение 2).
Рис. 1. Сварочный Трансформатор с развитым магнитным рассеиванием и подвижными обмотками (разрез): 1 - ходовой винт; 2- магнитопровод; 3 - ходовая гайка; 4 и 5 вторичная и первичная обмотки, 6 - рукоядка.
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными - первичные, которые закреплены у нижнего ярма магнитопровода (рис. 2, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение 1); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.
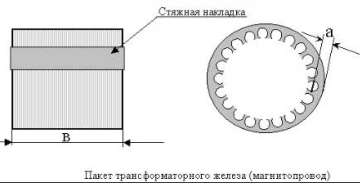
Рис. 2. Электрические схемы сварочных трансформаторов: а-ТД-102 и ТД-306; б - ТД-300 и ТД-500
Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности (coscp). Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ (рис. 3) более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников. Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксплуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400 и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серии ТД.

Рис. 3. Сварочный трансформатор ТДМ-317У2: 1 - корпус; 2 - ручка для перемещения трансформатора; 3 - рукоятка для плавного регулирования сварочного тока; 4 - рукоятка для переключения диапазонов
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки. Как видно из рис. 4, а, на стержнях 1 расположены катушки первичной обмотки 2 и частично разнесенной обмотки 3 а 4. В окне между катушками и стержнями помещен магнитный шунт, который изготовлен из трансформаторной стали, и его можно перемещать. Регулируя передвижение шунта, можно изменить индуктивное сопротивление и величину сварочного тока. Для работы на больших токах катушки вторичной обмотки соединяются параллельно (рис. 4,6, положение X 1), а для работы на малых токах основные катушки 3 соединяются последовательно, а катушка 4 отключается (положение X 2). Плавное регулирование токов осуществляется передвижением шунта ручным приводом, но может быть механизировано. Трансформаторы этого типа марки СТШ имеют хорошие энергетические показатели, однако получили ограниченное распространение из-за большой трудоемкости изготовления по сравнению с трансформаторами серии ТД.
Рис. 4. Трансформатор с подвижным магнитным шунтом: а - схема конструкции; б-электрическая схема; U 1 - первичное напряжение сети; U 2 - вторичное напряжение холостого хода; 1 - стержни, 2-4 -обмотки; 5 - магнитный шунт
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями - проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем (рис. 5,6) серии СТН, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора k. Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
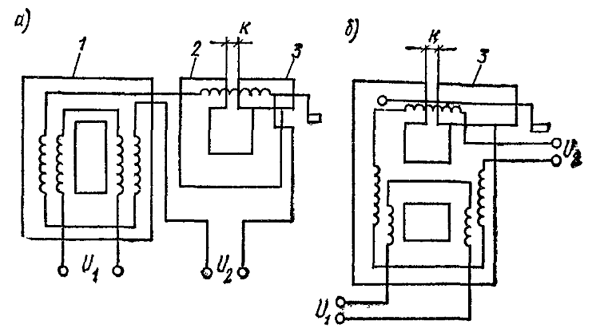
Рис. 5. Трансформаторы с нормальным магнитным рассеиванием: а - с дросселями, имеющими воздушный зазор; б - с встроенным дросселем; 1 - понижающий трансформатор; 2 - дроссель; 5 - подвижная часть дросселя
Незначительное распространение для ручной сварки получили трехфазные трансформаторы. Сварку от такого трансформатора обычно выполняют двумя электродами. При этом две фазы вторичной обмотки источника питания подключены к электродам, а третья к изделию. Трехфазный трансформатор преобразует ток с 380/220 В на 60 В во вторичных обмотках с жесткой характеристикой. Для получения падающей характеристики установлены регуляторы тока на сердечнике, имеющем регулируемый воздушный зазор. Регулирование сварочного тока осуществляется изменением воздушного зазора.
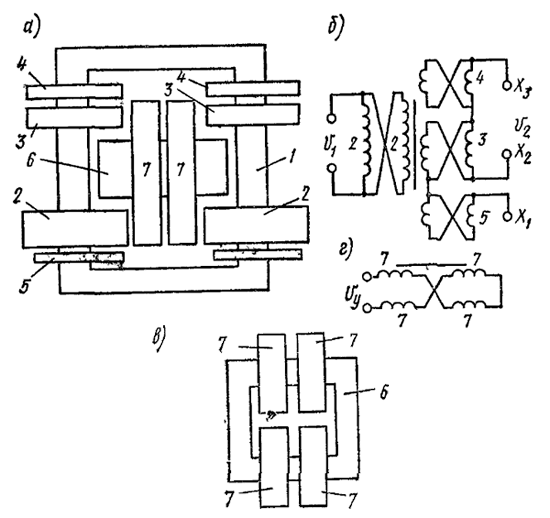
Рис. 6. Трансформатор, регулируемый подмагиичиванием шунта: д. - схема конструкции, б - электрическая схема, в - схема конструкции шуита, г - электрическая схема шунта, U 1 - первичное напряжение сети, U 2 - вторичное напряжение холостого хода, U y - напряжение управления шунтом, 1 - внешний магиитопровод, 2-5 - катушки обмотки; 6 - внутренний магннтопровод, 7 - катушки обмотки управления
В процессе механизации сварочных работ каждая машина оснащается необходимыми рабочими узлами. Сварочный трансформатор – ведущая деталь любого аппарата, незаменимая при контактной сварке.
Для улучшения качества работы сварщику необходимо досконально изучить устройство сварочного трансформатора.
Принцип работы общего узла машины для сварки
Основным назначением трансформатора является преобразование напряжения в электросети в наиболее подходящие для сварочного аппарата величины. Трансформатор регулирует напряжение, снижая его до определенных размеров. Он налаживает непрерывную работу сварочного устройства. Являясь незаменимым источником питания, трансформатор способен отдавать максимальную мощность сварочной дуге. Совершенная конструкция сварочного трансформатора позволяет использовать устройство для соединения материалов в диапазоне температур от -45 до +40°C.
Основные параметры и устройство преобразователя

Рисунок 1. Вторичная и первичная обмотка обладают высокой механической прочностью, надежно изолированы от влаги, грязи, пыли.
Основными деталями трансформатора являются такие элементы, как:
- сердечник (магнитопровод);
- вывод первичной обмотки;
- первичная обмотка;
- вторичный виток обмотки;
- рама;
- труба водяного охлаждения.
Большую часть преобразователей выпускают с вторичной и первичной обмоткой (рис. 1). Они обладают высокой механической прочностью, надежно изолированы от влаги, грязи, пыли.
Трансформатор работает с использованием жестких режимов охлаждения. Для сварочного преобразователя устанавливают размеры, состоящие из таких величин, как:
- мощность (кВ.А);
- продолжительность включения ПВ (%);
- сварочный ток (А);
- напряжение холостого хода (В).
Продолжительность работы преобразователя с нормальным магнитным рассеянием составляет от 65 до 60% (в зависимости от модели). Величина номинального значения тока составляет от 500 А до 2000 А. Мощность трансформаторного устройства колеблется от 30 кВ.А до 162 кВ.А. Величина нагревания обмоток связана с силой тока для сварки и временем его прохождения. Наблюдается зависимость между Тсв (временем сварки) и продолжительностью включения ПВ. Чем меньше Тсв, тем больше величина сварного тока.
Рисунок 2. Схема трансформаторов ТД-300 и ТД-500.
Сварка однофазными и трехфазными преобразователями основана на взаимной индукции.
Устанавливают трехфазный режим работы, состоящий из таких параметров:
- холостой ход;
- работа с нагрузкой;
- короткое замыкание.
Преобразователи с мощными магнитными полями способны выполнять несколько функций:
- плавную регулировку величины тока;
- формирование непрерывного горения сварочной дуги.
Современные обозначения сварочных преобразователей
Однофазный трансформатор принадлежит к серии ТД. Он оснащен подвижной обмоткой, регулятором силы тока. При вращении ходового винта с помощью рукоятки происходит перемещение обмотки. Вдоль всей протяженности стержней располагаются первичная и вторичная обмотки.
Трансформаторы ТД-300 и ТД-500 (рис. 2) обладают вторичными катушками, которые способны двигаться. Преобразователь серии ТД-502, работающий от тока в 500 А, оснащен конденсатором мощности.
Широкое применение находит серия трансформаторов ТДМ. Они созданы из специальных листов, имеющих толщину 0,35 мм. Выполнена основная задача при создании новых преобразователей: обмоточные материалы использованы новые и эффективные.
В серию ТДМ входят преобразователи, работающие от тока в 315, 400 и 500 А. Трехфазные трансформаторы менее распространены. Сварка осуществляется путем преобразования тока от 380/220 В в 60 В.
Устройство магнитопровода (сердечника)
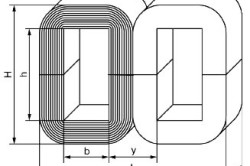
Рисунок 3. Схема броневого сердечника.
Для преобразователей контактных машин используют сердечники:
- броневые (рис. 3);
- стержневые;
- кольцевые;
- витые.
На практике применяют броневые сердечники. В шовно-стыковых машинах устанавливают кольцевые магнитопроводы. Витые сердечники имеют ширину 80 мм, изготавливаются из стали марок 1211, 1212, 1512 толщиной 0,5 мм. С помощью рамок сердечники плотно стягиваются.
Применяя электрокартон толщиной 1-1,5 мм, удается произвести изоляцию рамы от магнитопровода. Витые сердечники изготавливаются из ленты, имеющей толщину 0,35 мм, марки 3412 или 3414.
Для первичной обмотки применяют алюминиевую проволоку толщиной в 1,5 мм.
Витки обмотки тщательно изолированы при помощи картона толщиной 0,5 мм, слюдинита 0,2-0,3 мм.
Переключатель ступеней соединяется с выводами первичной обмотки. Она состоит из цилиндрических и дисковых катушек у трансформатора контактных сварочных машин.
Диаметр провода обмотки влияет на нагрев всего трансформатора: при значительной величине силы тока в проводах устройство для сварки нагревается более интенсивно. Медная проволока для обмотки наиболее удобна, т.к. пропускает большую плотность тока величиной 5 и 10 А/мм².
В качестве изоляционного материала для провода используют лак или стеклоткань. Укладка витков имеет большое значение, т.к. находится под высоким напряжением, сильно нагревается. При выходе из строя нескольких витков обмотки в негодность приходит вся катушка.
Основная особенность вторичной обмотки – наличие лишь одного витка. У подвесных точечных устройств содержится два обмоточных вторичных витка. Литые вторичные обмотки трансформатора снабжены внутренней трубкой для водяного охлаждения. Витки изготавливают из меди и устанавливают на устройствах большой мощности. Они очень прочные, имеют толщину не менее 14 мм, изготовлены с колодкой, содержащей внутри медную трубку диаметром 10 мм. Алюминиевые листы для витков используют редко из-за малой прочности материала.
Устройство пускового механизма трансформатора
Пусковое устройство состоит из трансформатора, магнитопровода с двумя обмотками. Неотъемлемая часть пускового устройства – клеммы для доставки постоянного тока.
Намотка преобразователя дает наибольшие показатели КПД.
С помощью переключателя выполняется изменение напряжения и количества подключенных обмоток к выпрямителю.
В первичную цепь трансформатора вмонтирован тиристорный регулятор. Концы вторичной обмотки, подключенные к выпрямительному мосту, выдают два уровня измененного напряжения. Пусковое устройство работает от напряжения в сети 220 В. Сварочный ток составляет 0-120 А, регулируемое напряжение на выходе – 0-70 В.
В основе устройства, сделанного своими руками, находится самодельный стержневой трансформатор с первичной обмоткой в 230 витков. Вторичная обмотка состоит из 32 витков.
Дроссель намотан на сердечник. Над дросселем ставится пульт управления тиристорами, смонтированный на плате. В качестве системы охлаждения применяется вентилятор.
Сварочные трансформаторы компактны, обеспечивают высокую производительность труда, надежны, удобны в эксплуатации.
Александр Евгеньевич Власов
Благодарим за отзыв
Курсовая работа
«Сварочные трансформаторы»
с. Михайловское 2009 г.
1. Сварочные трансформаторы, принцип их действия
3. Трансформаторы для автоматизированной сварки под флюсом
5. Сварочные генераторы переменного тока повышенной частоты
Литература
1. Сварочные трансформаторы, принцип их действия
Силовые трансформаторы предназначены для питания током силовых и осветительных установок, они обычно трансформируют (преобразовывают) ток высокого напряжения, поступающий по линиям электропередачи, в ток более низкого рабочего напряжения (380-220 В). Это вторичное напряжение постоянно и не должно меняться от нагрузки. Режим короткого замыкания для них является аварийным, так как при этом растет ток до недопустимых пределов, происходят перегрев и выход из строя обмоток трансформатора.
В отличие от силовых сварочные трансформаторы работают в режиме меняющихся напряжений и тока и рассчитаны на кратковременные короткие замыкания сети.
Для сварки переменным током широко применяют однофазные трансформаторы, которые разделяют силовую и сварочную цепи и понижают высокое напряжение 380 или 220 В до величины не более 80 В. Внешняя вольтамперная характеристика вторичной цепи этих трансформаторов, т. е. зависимость между величиной сварочного тока и напряжением, должна обеспечивать ведение устойчивого сварочного процесса, учитывающего статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частом изменении полярности переменного тока.
Сварочные трансформаторы применяются для ручной дуговой сварки штучными электродами и в защитном газе, а также для сварки под флюсом. Внешние вольтамперные характеристики трансформаторов для ручной дуговой сварки подразделяются на крутопадающие / и пологопадающие //. Эти трансформаторы работают в режиме регулятора сварочного тока, который осуществляется путем изменения индуктивного сопротивления обмоток. Трансформаторы, предназначенные для питания автоматизированной сварки при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки, имеют жесткую внешнюю характеристику ///.
Рис.1. Сварочный трансформатор с развитым магнитным рассеиванием и подвижными обмотками (разрез)
1 - ходовой винт; 2 - магнитопровод; 3 - ходовая гайка; 4 и 5 - вторичная и первичная обмотки; 6 - рукоятка
Рис.2. Электрические схемы сварочных трансформаторов
я - ТД-102 и ТД-306; б - ТД-300 и ТД-500
2. Устройство однофазных сварочных трансформаторов для ручной сварки
К однофазным сварочным трансформаторам относится большая группа трансформаторов серии ТД. По своей электромагнитной схеме это трансформаторы с увеличенным (развитым) магнитным рассеянием и подвижными обмотками (рис. 1). Они снабжены механическими регуляторами тока в виде ходового винта, пропущенного через верхнее ярмо стержневого магнитопровода и ходовую гайку обоймы подвижной обмотки. Ходовой винт вращается вручную рукояткой 6, ввинчиваясь в гайку, передвигает обмотку. Стержневой магнитопровод состоит из набора листовой стали толщиной 0,5 мм высокой магнитной проницаемости. Дисковые первичная 5 и вторичная 4 обмотки расположены вдоль стержней. Увеличенное магнитное рассеяние достигается за счет взаимного расположения обмоток. Одна из обмоток подвижная, другая неподвижная. При перемещении обмоток изменяется магнитное поле рассеяния. При увеличении расстояния увеличивается индуктивное сопротивление рассеяния, и ток уменьшается, при уменьшении расстояние уменьшается индуктивное сопротивление, и ток растет. При этом вторичное напряжение холостого хода практически остается почти неизменным. При большом раздвижении обмоток для получения малых токов надо увеличивать длину и массу магнитопровода. Для расширения возможности регулирования тока без увеличения массы магнитопровода применяют плавно-ступенчатое регулирование. В переносных трансформаторах ТД-102 и ТД-306 с номинальными токами соответственно 160 и 250 А подвижной является первичная обмотка, а вторичная неподвижно закреплена у верхнего ярма магнитопровода (рис. 2, а). При больших токах катушки первичной обмотки включены последовательно, а вторичной обмотки - параллельно (положение 1); при переходе на малые токи одна катушка вторичной обмотки отключается (положение 2).
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными - первичные, которые закреплены у нижнего ярма магнитопровода (рис. 2, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение /); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.
Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности . Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ (рис. 3) более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников. Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксцлуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400. и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серий ТД.
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки. Как видно из рис. 4, а, на стержнях 1 расположены катушки первичной обмотки 2 и частично разнесенной обмотки 3 и 4. В окне между катушками и стержнями помещен магнитный шунт, который изготовлен из трансформаторной стали, и его можно перемещать. Регулируя передвижение шунта, можно изменить индуктивное сопротивление и величину сварочного тока. Для работы на больших токах катушки вторичной обмотки соединяются параллельно (рис. 4.б, положение Х1), а для работы на малых токах основные катушки 3 соединяются последовательно, а катушка 4 отключается (положение Х2). Плавное регулирование токов осуществляется передвижением шунта ручным приводом, но может быть механизировано. Трансформаторы этого типа марки CTIII имеют хорошие энергетические показатели, однако получили ограниченное распространение из-за большой трудоемкости изготовления по сравнению с трансформаторами серии ТД.
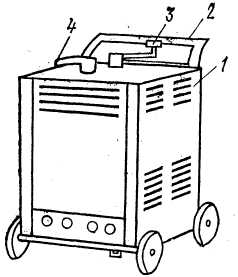
Рис. 3. Сварочный трансформатор ТДМ-317У2
1 - корпус; 2 - ручка для перемещения трансформатора; 8 - рукоятка для плавного регулирования сварочного тока; 4 - рукоятка для переключения диапазонов
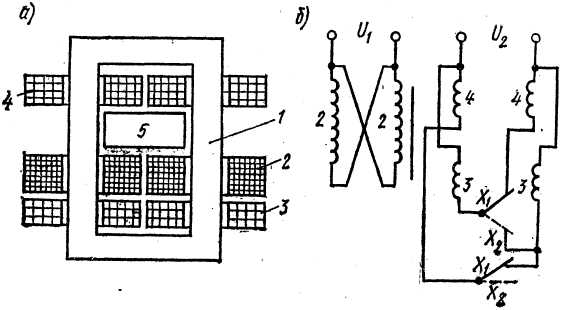
Рис. 4. Трансформатор с подвижным магнитным шунтом
а - схема конструкции; б - электрическая схема; U1 - первичное напряжение сети; U2 - вторичное напряжение холостого хода; 1 - стержни; 2-4 -обмотки; 5 -магнитный шунт
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 4.5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями - проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем (рис. 5,б) серии GTH, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
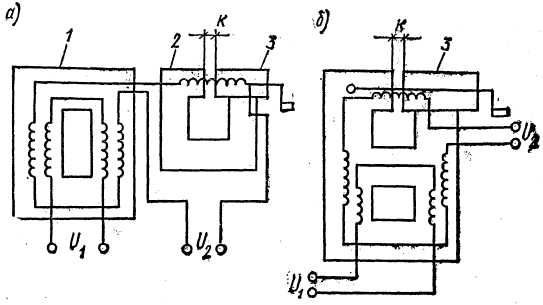
Рис. 5. Трансформаторы с нормальным магнитным рассеиванием
а -с дросселями, имеющими воздушный зазор; б - с встроенным дросселем; 1 - понижающий трансформатор; 2 - дроссель; 3 - подвижная часть дросселя
Незначительное распространение для ручной сварки цолучили трехфазное трансформаторы. Сварку от такого трансформатора обычно выполняют двумя электродами. При этом две фазы вторичной обмотки источника питания подключены к электродам, а третья - к изделию. Трехфазный трансформатор преобразует ток с 380/220 В на 60 В во вторичных обмотках с жесткой характеристикой. Для получения падающей характеристики установлены регуляторы тока на сердечнике, имеющем регулируемый воздушный зазор. Регулирование сварочного тока осуществляется изменением воздушного зазора.
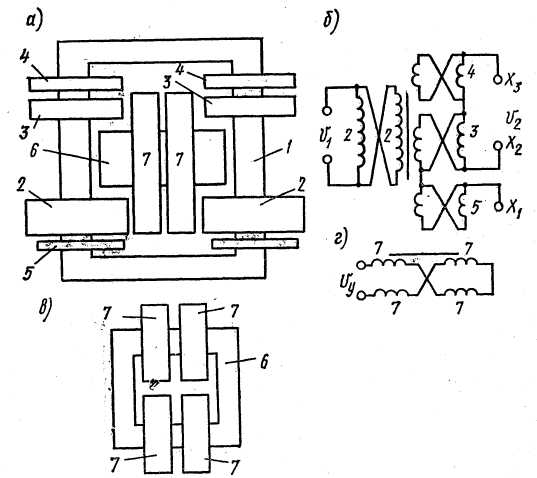
Рис. 6. Трансформатор, регулируемый подмагничиванием шунта
а - схема конструкции; б- электрическая схема; в - схема конструкции шунта; г - электрическая схема шунта; U1 - первичное напряжение сети; U2 - вторичное напряжение холостого хода; Uу - напряжение управления шунтом; - внешний магнитопровод; 2-5 - катушки обмотки; 6 - внутренний магнитопровод; 7 - катушки обмотки управления
3. Трансформаторы для автоматизированной сварки под флюсом
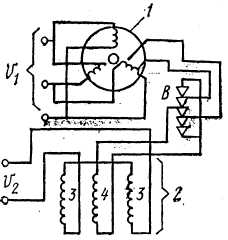
Для автоматизированной сварки под флюсом применяют трансформаторы с нормальным магнитным рассеянием, регулируемые подмагничиванием шунта (рис. 6). Большими преимуществами таких трансформаторов является отсутствие подвижных частей, что ликвидировало вибрацию, обеспечило малую инерционность и простоту дистанционного управления.
На стержнях внешнего магнитопровода расположена катушки первичной обмотки 2 и частично разнесенное катушки вторичной обмотки 5, 4, 5. Внутренний матнитопровод - это магнитный шунт, имеющий четыре катушки обмотки управления 7 и питаемый постоянным током. Трансформатор имеет два диапазона регулирования сварочного тока; в диапазоне малых токов нагрузка подключается к зажимам и а при переходе на большие токи часть витков основной обмотки 4 отключается и подключается столько же витков обмотки 5, нагрузка подключается к зажимам и. Управление током в пределах диапазона механизировано путем дистанционного изменения тока в обмотке управления. Трансформаторы этого типа серии ТДФ имеют падающую внешнюю характеристику, В настоящее время они заменены более совершенными тиристорными трансформаторами (ТТ), имеющими пологопадающую и жесткую внешние характеристики.
Тиристорами называются управляемые полупроводниковые приборы - диоды. Диод благодаря полупроводниковым кристаллам обладает свойством односторонней проводимости тока. Тиристоры-более сложные управляемые диоды. Тиристорный силовой трансформатор (рис. 7) с повышенным магнитным рассеянием состоит из двух катушек - первичной обмотки 2 и вторичной 1. Для создания диапазона малых и средних токов служит реакторная воздушная дисковая обмотка 5, установленная в окне трансформатора в плоскости, параллельной его стержням. Тиристорный трансформатор имеет фазорегулятор, с помощью которого синусоидальные гармонические колебания переменного тока преобразовываются в знакопеременные импульсы, амплитуда и длительность которых зависят от угла (фазы) включения тиристоров фазорегулятора. Сейчас разработан ряд конструкций тиристорных трансформаторов, например серии ТДФЖ, в которых предусмотрены возможность автоматизации процесса сварки, программирование режима и т.д.
На рис. 8 приведена диаграмма напряжений и токов, получаемых при импульсной стабилизации фазорегулятором. В момент окончания безтоковой паузы при угле сдвига между током и напряжением холостого ходана дугу накладывается стабилизирующий импульс тока что обеспечивает повторное зажигание дуги. Могут быть и другие схемы тиристорной стабилизации дуги. Для ручной сварки, резки и наплавки разработан ТТ ТДЭ-402 с аналогичной импульсной стабилизацией и дистанционным управлением. В его схеме предусмотрено снижение напряжения холостого хода до 12 В при смене электрода.
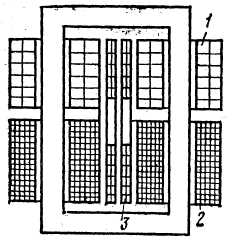
Рис. 7. Тиристорный силовой трансформатор. 1 и 2 - катушки вторичной и первичной обмотки; 3 - дисковая обмотка

Рис. 8. Диаграмма напряжений и токов тиристорного трансформатора с импульсной стабилизацией
θ - длительность импульса тока; ι, u20 - значения тока и напряжения в периоде
4. Эксплуатация сварочных трансформаторов
Сварочные трансформаторы являются основным источником питания сварочной дуги при ручной дуговой сварке различных строительных конструкций (табл. 1). Для ручной сварки на строительных площадках предпочтительно используются мобильные трансформаторы ТД-500 и ТДМ-503 и др., которые могут работать на малых и больших сварочных токах от 90 до 560 А. Трансформаторы ТД-300, ТДМ-317 и даже ТДМ-401 по мощности не удовлетворяют строителей. Эти трансформаторы большей частою используются в производственных цехах и на ремонтных работах. У всех современных трансформаторов серии ТД и ТДМ иногда наблюдаются плохое крепление магнитопровода к каркасу, неплотности ходового регулировочного устройства и контактов, плохое крепление кожуха и другие недостатки, допущенные при изготовлении и подготовке к эксплуатации. Они вызывают усиление вибрации, что приводит к преждевременному выходу трансформатора из строя. Очень опасно нарушение изоляции обмоток, которое может вызвать их разрушение, а также замыкание на корпус тока высокого напряжения.
Таблица 1. Технические характеристики трансформаторов
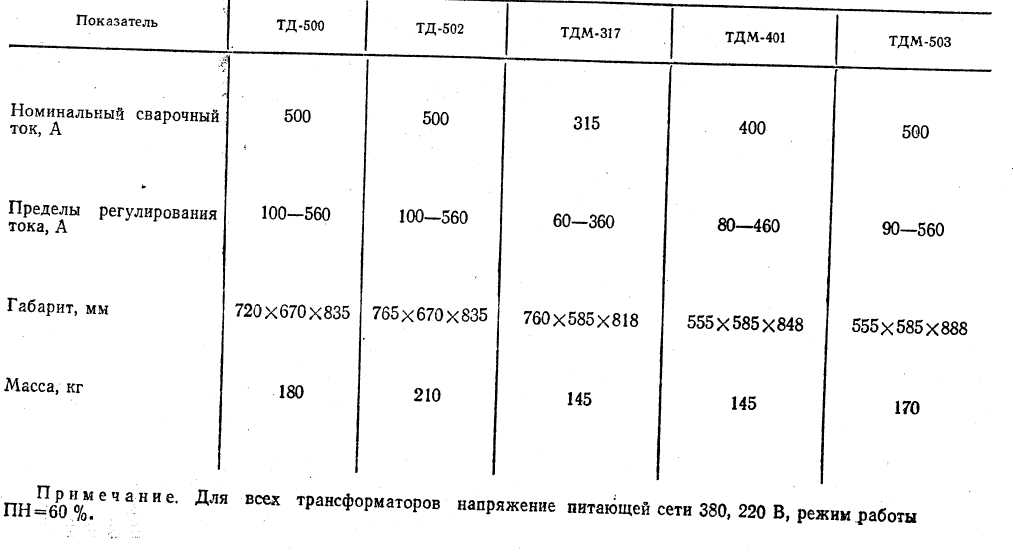
Использование мощных трансформаторов серии ТДФ или ТДФЖ на токи до 1000, 1600 и 2000 А для сварки под флюсом на строительной площадке, как правило, не практикуется. Они используются в цехах производственных предприятий, изготовляющих строительные конструкции.
Перед включением трансформатора в сеть необходимо удалить его смазку, затем продуть трансформатор сухим сжатым воздухом, подтянуть ослабленные крепления, убедиться, что на трансформаторе нет видимых повреждений, после чего проверить мегомметром на 500 В сопротивление изоляции между первичной обмоткой и корпусом, между первичной и вторичной обмотками и между вторичной обмоткой и корпусом. После этого можно подсоединить кабель нужного сечения и затянуть все контактные зажимы. Особенно тщательно необходимо заземлить трансформатор и зажим вторичной обмотки, к которому подключается провод к изделию, а также свариваемую конструкцию. Затем нужно установить нужный диапазон и сварочный ток по шкале, проверить соответствие напряжения сети напряжению, указанному на заводской табличке, после чего подключить трансформатор к сети через рубильник и предохранители.
Ежедневно перед работой следует осматривать трансформатор для устранения замеченных повреждений и недостатков.
Один раз в месяц очищать трансформатор от пыли и грязи и при необходимости подтягивать контакты.
Один раз в три месяца следует проверять наружным осмотром состояние конденсаторов фильтра защиты от радиопомех и при необходимости заменять их, тщательно зачищая контакты и затягивая винтовые соединения; проверять сопротивление изоляции.
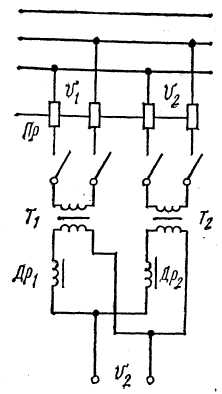
Рис. 9. Электрическая схема параллельного соединения трансформаторов: и - первичное и вторичное напряжения трансформаторов; Т1 и Т2 - трансформаторы; Др1 и Др2 - дроссели; Пр - предохранители
Один раз в шесть месяцев следует очищать контакты и изоляционное части переключателя диапазона от медной пыли и грязи, смазывать контактные поверхности и части тугоплавкой смазкой.
При работе на открытом воздухе и во взрывоопасных помещениях и опасных условиях работы необходимо применять ограничитель холостого хода до 12 В для уменьшения напряжения при смене электрода.
Наиболее характерные неисправности сварочных трансформаторов, выявляемые при сварке: повышенная вибрация и гудение; повышенное напряжение холостого хода; толчки силовых катушек; повышенный нагрев (подгорание) контактов; замыкание высокого напряжения на корпус; перегрев трансформатора.
Все неисправности должны быть устранены электромонтажником при выключенном от силовой сети трансформаторе. Если мощности и номинальный сварочный ток имеющихся на строительной площадке трансформаторов недостаточны для сварки на большом токе, трансформаторы одного типа могут быть подсоединены параллельно (рис. 9). Однако при этом необходимо, чтобы напряжение холостого хода подсоединяемых трансформаторов было одинаково, сварочный ток каждого был отрегулирован на одно и то же значение. При сварке необходимо постоянно контролировать приборами (вольтметрами и амперметрами) значение напряжения и тока соединенных параллельно трансформаторов.
Дистанционное регулирование тока при сварке значительно упрощает работу сварщика, уменьшает потери его рабочего времени на переходы к источнику питания дуги для регулирования тока и, следовательно, повышает производительность труда. В новой модели тиристорного трансформатора для ручной сварки ТДЭ-402 можно осуществлять дистанционное регулирование с переносного пульта управления. В трансформаторе ТДФ дистанционно включается ток подмагничивания шунта, а в ТДФЖ регулирование силы сварочного тока осуществляется автоматически путем изменения скорости подачи сварочной проволоки.
5. Сварочные генераторы переменного тока повышенной частоты
Для ручной дуговой сварки переменным током стали небольшой толщины (1-3 мм) штучными электродами и сварки конструкций из алюминиевых сплавов неплавящимся вольфрамовым электродом в инертном газе требовалось повысить стабильность дуги, которая резко ухудшалась из-за необходимости применения малых сварочных токов.
Повысить стабильность можно увеличением частоты сварочного тока. Для этой цели использовался сварочный преобразователь переменного тока ПС-100-1 повышенной частоты (рис. 10). Преобразователь состоит из генератора однофазного переменного тока и приводного асинхронного трехфазного электродвигателя, имеющих общий вал и заключенных в один корпус. Генератор состоит из статора и ротора. Статор имеет две постоянные обмотки 5, соединенные последовательно, и обмотку возбуждения 4, питаемую постоянным током от селенового выпрямителя «В», который подключен к одной из фаз обмотки электродвигателя. Статор и ротор состоят из пакетов тонколистовой электролитической стали. При вращении зубчатого ротора наводится магнитный поток, вызываемый постоянным током обмотки возбуждения 4, в результате чего в постоянных обмотках создается электродвижущая сила (ЭДС), частота которой пропорциональна числу оборотов и числу зубцов ротора. Преобразователь ПС-100-1 был рассчитан на ток до 115 А с частотой 480 Гц.
Для получения падающей характеристики и регулирования тока в сварочную цепь включался последовательно специальный дроссель.
Рис. 10. Электрическая схема преобразователя (генератора) ПС-100-1
1 - электродвигатель; 2 - генератор; 3 и 4 - обмотки
Преобразователь ПС-100-1 получил ограниченное распространение вследствие небольшой мощности, сравнительно высокой стоимости и недостаточно хороших технологических показателей.
6. Аппаратура для возбуждения и стабилизации дуги при ручной сварке
Для возбуждения и стабилизации дуги применяются специальные аппараты (устройства), приспособленные для работы с серийными источниками питания переменного и постоянного тока.
Эти аппараты обеспечивают наложение тока высокого напряжения и высокой частоты на сварочную цепь. Они разделяются на два типа: возбудители непрерывного действия и возбудители импульсного питания. К первым относятся осцилляторы, которые, работая совместно с источниками питания дуги, обеспечивают ее возбуждение наложением на сварочные провода тока высокого напряжения (3000-6000 В) и высокой частоты (150-250 кГц). Такой ток не представляет большой опасности для сварщика при соблюдении им правил электробезопаспости, но дает возможность возбуждать дугу, не касаясь электродом изделия. Высокая частота обеспечивает спокойное горение дуги даже при малых сварочных токах основного источника. Электрическая схема осциллятора ОСПЗ-201 приведена на рис. 11. Как видно из схемы, осциллятор включен в сварочную цепь параллельно и в цепь переменного тока напряжением 220 В и частотой 50 Гц, Предохранитель обеспечивает без аварийную работу помехозащитного фильтра ПЗ, состоящего из батареи конденсаторов. Высоковольтный низкочастотный трансформатор Т1 повышает напряжение до 6 кВ. На стороне высокого напряжения трансформатора ТТ находится высокочастотный искровой генератор, состоящий из разрядника ФВ, конденсатора и первичной обмотки трансформатора высокой частоты и напряжения Ί2. Этот генератор является колебательным контуром, в котором беспрерывно, с большой скоростью, накапливаются в конденсаторе и разряжаются через искровой разрядник импульсы тока высокого напряжения, создавая высокочастотную характеристику трансформатора Т2. Для защиты источника от тока высокого напряжения служит фильтр в виде конденсатораа предохранитель защищает обмотку трансформатора Т2 от пробоев фильтра Осциллятор может питаться не от сети, а непосредственно от сварочной цепи, что улучшает его свойства.
Осцилляторы последовательного включения (рис. 12) считаются более эффективными, так как не требуют установки в цепи источника специальной защиты от высокого напряжения. Как видно из схемы, катушкавключена последовательно со сварочной дугой, остальные обозначения схемы аналогичны рис. 11. При работе осциллятора разрядник издает тихое потрескивание; искровой зазор величиной 1,5-2 мм может быть установлен регулировочным винтом, но только при отключенном от сети осцилляторе. Следует иметь в виду, что установка и ремонт осцилляторов требуют более высокой квалификации электротехнического персонала.
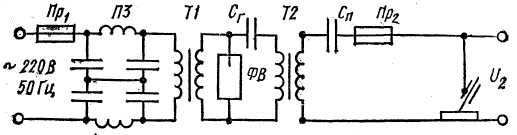
Рис. 11. Электрическая схема осциллятора, включенного в сварочную цепь параллельно

Рис.12. Электрическая схема осциллятора последовательного включения
Основные типы применяемых осцилляторов и их характеристики приведены в табл. 2. При сварке переменным током требуются возбудители с импульсным питанием, которые наряду с первоначальным возбуждением дуги должны способствовать ее зажиганию при смене полярности переменного тока. Казалось бы, что осцилляторы отвечают этому требованию. Однако они неудовлетворительно выполняют повторные зажигания при смене полярности переменного тока источника, в результате чего действующий сварочный ток колеблется и ухудшается качество сварки. Кроме того, несинхронизированные осцилляторы создают значительные радиопомехи. Для стабилизации дуги переменного тока используются возбудители-стабилизаторы с импульсным питанием, управляемые напряжением дуги. Как правило, они являются частью установки для сварки на переменном токе. Так, в комплекте со сварочным трансформатором ТДМ-503-4 промышленность выпускает возбудитель-стабилизатор, управляемый напряжением дуги ВСД-01.УЗ. Амплитуда импульса стабилизатора достигает.400-600 В. Энергия импульса накапливается в накопителе, обычно емкостном. Импульс вводится в цепь дуги по команде управляющего устройства. Такой тип стабилизатора называется активным в отличие от пассивных стабилизаторов, в которых импульс генерируется за счет процессов, происходящих в цепи дуги. Промышленностью используются стабилизаторы активного типа как более надежные. Управляющее устройство стабилизатора задерживает импульс на 60-100 мкс, что вместе с запозданием срабатываемых коммутаторов обеспечивает наиболее эффективное время ввода импульса для стабилизации дуги. Стабилизировать процесс сварки переменным током можно с помощью тиристорных трансформаторов.
Классификация и обозначение покрытых электродов для ручной дуговой сварки. Устройство сварочного трансформатора и выпрямителя. Выбор режима сварки. Техника ручной дуговой сварки. Порядок проведения работы. Процесс зажигания и строение электрической дуги.
Основные электрические величины. Определение основных размеров трансформатора, разновидности обмоток и порядок расчета их параметров. Механические силы в обмотках при коротком замыкании. Коэффициент полезного действия трансформатора, пути его повышения.
Общая характеристика и функциональные особенности станка 3В423, сферы его использования и назначение. Описание работы принципиальной электросхемы, порядок пуска и остановки всех двигателей. Ремонт и техническое обслуживание станка, техника безопасности.
Выбор вентилей в схеме регулирования напряжения нагревателей электропечи. Расчет индуктивность дросселя, установленного в цепи преобразователя электродвигателя при некотором значении минимального тока. Инверторный режим нереверсивного преобразователя.
Выбор трансформаторов, выключателей, разъединителей, короткозамыкателей, коммутационных аппаратов и их проверка на систематическую перегрузку, расчет токов короткого замыкания и теплового импульса с целью проектирование трансформаторной подстанции.
Сварка вольфрамовым электродом и использование в качестве защитных инертных газов или их смесей и постоянного или переменного тока. Влияние формы заточки электрода на форму и размеры шва. Зависимость технологических свойств дуги от рода, полярности тока.
Устройство и назначение электрододержателей и источников питания дуги, применяемых в оборудовании поста, защитных масок, световых фильтров. Разновидности электросварочных постов, инструменты и принадлежности сварщика, безопасность при выполнении работ.
Расчет и построение кривых тока протекающих через вентиль в процессе коммутации. Построение характеристик выпрямителя. Выбор вентилей. Расчет индуктивности цепи выпрямительного тока. Силовая схема и временные диаграммы. Система управления выпрямителем.
Выбор схемы выпрямления, основные параметры выпрямителя. Катушка трансформатора с первичной и вторичной обмотками из изолированного провода. Значения тока тиристора в зависимости от номинального выпрямленного тока. Расчёт КПД сварочного выпрямителя.
Сварочный трансформатор представляет собой специальное устройство, которое преобразует ток, поступающий из обычной электрической сети в ток, с помощью которого можно осуществлять процесс сварки . Достигается это путем небольшого электросети, а сам ток при этом возрастает до мощности в 1000 А и больше. Для большего понимания принципа работы данного устройства, а также каким должно быть его обслуживание и назначение, необходимо детально разобраться в специфике конструкции сварочного трансформатора.
Если рассматривать сварочный трансформатор в целом, то можно довольно быстро понять, что они все довольно похожи друг на друга . Соответственно, и принцип работы и устройство сварочного трансформатора будет идентичным.
В конструкции большинства устройств находится стальной сердечник, состоящий из нескольких пластин одинаковых размеров.
Полезное видео на данную тему
Что касается обмоток, то они должны быть изолированы друг от друга в обязательном порядке. Как только трансформатор подключается к сети, то электричество начинает поступать на первичную обмотку. В результате этого начинает возникать магнитное поле, которое поступает на вторичную обмотку, отличающаяся от первичной по нескольким параметрам. Это различие отображается в разном количестве витков, в соответствии с определенными параметрами устройства. Получается, что возникающее на вторичной обмотке магнитное поле , отличной от той, что была на первичной обмотке. Не последнюю роль здесь играет и само расстояние от двух обмоток, т.е. чем больше оно, тем ниже показатели напряжения, а ток, напротив, возрастает. Обмотка вторичного типа имеет два выхода, один из которых соединяется с электрододержателем, а второй — с зажимом. Соответственно, к электрододержателю присоединяется присадочный материал, а к зажиму — заготовка для создания электроцепи.
Вообще, принцип работы и само устройство данного трансформатора основаны на некотором корректировании изначально заданных параметров преобразования тока. В зависимости от модели, в конструкции может находиться различные датчики автоматического отключения, следящие за показателями температуры, напряжения и т.д. Как только показатели доходят до критической отметки, данная система попросту отключает трансформатор в автоматическом режиме.
Еще один наглядный видеоматериал
Классификация
Абсолютно все сварочные трансформаторы можно классифицировать по нескольким параметрам :
- Фазность, т.е. устройство однофазного или трехфазного вида (220 В и 380 В, соответственно).
- По некоторым конструктивным особенностям. В различных моделях существует разный способ переключения обмоток, у одних в данной роли выступает дроссель насыщения, а у других — магнитное рассеяние.
- По общему числу обслуживаемых мест.
Кроме того, сварочные трансформаторы будут отличаться разными показателями мощности, напряжением на первичной и вторичной обмотке, а также показателем мощности тока. Подобное разнообразие позволяет покупателю выбрать тот вариант, который подходит для каждой конкретной цели.
Что касается конструктивных особенностей, то отдельного упоминания заслуживают тиристорные устройства, в конструкции которых используется фазорегулятор тиристорного типа и силовой блок.
Подобные агрегаты обладают меньшими габаритными размерами, в сравнении с прочими аналогами.
Основные параметры и устройство
Для большего понимания конструкции, рассмотрим устройство трансформатора сварочного действия на примере модели ТДМ:

На рисунке мы видим несколько основных рабочих узлов:
Цифра 1 — это первичная обмотка, состоящая из изолированного провода. Сюда поступает электричество, сразу после подключения агрегата в сеть.
Цифра 2 — это вторичная обмотка, на которой, как правило, нет изоляции. Здесь присутствуют специальные каналы, которые охлаждают данный рабочий узел.
Цифра 3 — это сердечник трансформатора, т.е. подвижная часть магнитопровода.
Цифра 4 — подвесная система агрегата.
Цифра 5 — это специальная система, которая регулирует расстояние между обмотками устройства.
Цифра 6 — это подвижной регулировочный винт, отвечающий за изменение расстояния между обмотками.
Цифра 7 — ручка управления регулировочного винта.
Выбор в качестве примера модели ТДМ не случаен, ведь они довольно распространены на российском рынке.
Изготовлены они из специального листового материала, толщина которого составляет всего 0,35 мм. Среди линейки моделей ТДМ присутствуют агрегаты, которые работают с различными мощностями тока — 315, 400 и 500 А, соответственно.
Для абсолютно любого вида сварочного трансформатора устанавливают определенные параметры :
- показатель мощности — кВ.A;
- период включения — в процентном соотношении;
- сварочный ток — А;
- показатель напряжения при холостом ходе — В.

Соответственно, любая модель с магнитным рассеиванием будет обладать продолжительностью работы примерно 65%, при показателях тока от 500 до 2000 Ампер. Показатель мощности сварочного трансформатора находится в диапазоне от 30 до 162 кВ.A. В подобных устройствах прослеживается определенная зависимость величины, где рассчет сварочного тока зависит от продолжительности самой сварки. Т.е. чем меньше будет эта продолжительность, тем больше будет показатель тока.
Помимо этого, существуют и другие обозначения сварочных преобразователей. Серия ТД относится к однофазному типу трансформаторов. В конструкции данных моделей присутствует подвижная обмотка, а также специальный регулятор, корректирующий показатели тока. Когда движется ходовой винт, при помощи ручки осуществляется перемещение этой самой обмотки.
Модели ТД-300 и ТД-500 имеют в своей конструкции вторичные движущиеся катушки. Модель ТД-502 ко всему прочему оснащена еще и конденсатором мощности.
Устройство магнитопровода
Отмечают несколько видов сердечника : броневые, стержневые, витые и кольцевые. Наибольшее распространение получили именно броневые сердечники, которые и применяются на практике. Сердечники витового типа обладают шириной 8 см, а изготавливаются они из специальной стали, толщина листа которой составляет всего 0,5 мм.
Первичная обмотка состоит из алюминиевой проволоки, толщина которой составляет порядка 0,15 см. Сами витки изолированы с помощью картона, толщина которого составляет 0,5 мм, а также слюдинита.
В качестве изоляции проводов может использоваться светлоткань или лак. При этом, само расположение витков тоже играет большое значение, ведь они очень сильно нагреваются в процессе эксплуатации. И если несколько витков выходит из строя, то и вся катушка оказывается в нерабочем состоянии.
Вторичная обмотка состоит только из одного витка. Кроме того, в ее конструкции находится трубка, в которой находится жидкость, охлаждающая саму вторичную обмотку. Витки вторичной обмотки выполнены из обычной меди, толщина проводов, при этом, составляет порядка 1,4 см.
Устройство пускового механизма
Само устройство данного механизма состоит из магнитопровода, пары обмоток и трансформатора.
Очень большую роль в конструкции играют также клеммы, через которые поступает постоянный ток, и зарядное.
В пусковом механизме также находится специальный переключатель, ответственный за корректировку напряжения и числу одновременно подключенных обмоток к выпрямителю. При этом, пусковой механизм работает от стандартного напряжения в 220 В.
Заключение
Исходя из описания устройства сварочных трансформаторов, можно сделать вывод, что данные агрегаты довольно просты не только в своей конструкции, но и в процессе своей дальнейшей эксплуатации .
Некоторая однообразность моделей при этом не мешает выполнять основные функции, которые заложены сами производителем.
Тем не менее, существует достаточно много разновидностей моделей, отличающихся по многим показателям, поэтому каждый покупатель сможет подобрать для себя именно то устройство, которое необходимо для выполнения интересующих его задач.
Сварочные трансформаторы
К атегория:
Сварка металлов
Сварочные трансформаторы
Сварочные трансформаторы просты по устройству, отличаются малыми размерами и весом, имеют высокий к. п. д. Сварочные трансформаторы расходуют электроэнергии почти в 2 раза меньше по сравнению с агрегатами постоянного тока. К. п. д. сварочных трансформаторов достигает 85-90%.
Для получения падающей характеристики на электродах дуги включают последовательно с дугой в сварочную цепь необходимое сопротивление. По экономическим соображениям это сопротивление должно быть чисто индуктивным, с минимальной активной составляющей. Индуктивность вторичной цепи трансформатора можно увеличить включением последовательно с дугой индуктивного сопротивления дроссельной катушки, отделенной от трансформатора или объединенной с ним. Существуют конструкции трансформаторов, индуктивность вторичной цепи которых обеспечивает необходимую падающую характеристику.
Таким образом, можно выделить четыре следующие основные системы сварочных трансформаторов:
1) с отдельной дроссельной катушкой во вторичной цепи;
2) с дроссельной катушкой во вторичной цепи, конструктивно объединенной в одно целое с трансформатором;
3) с увеличенной индуктивностью без дроссельной катушки;
4) с подвижной обмоткой; при увеличении расстояния между первичной и вторичной обмотками трансформатора сварочный ток снижается, при уменьшении расстояния - повышается.

Рис. 1. Схемы сварочных трансформаторов
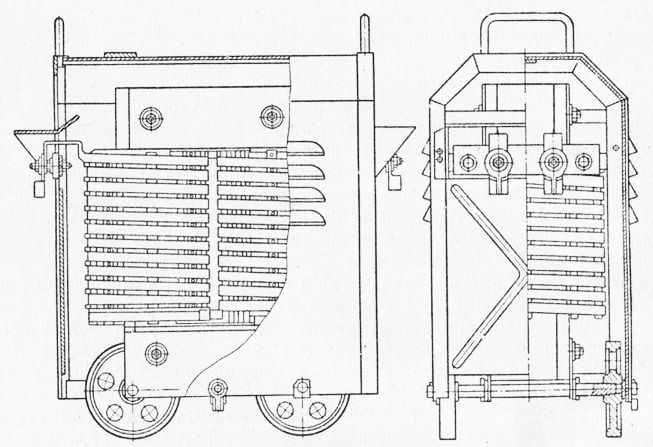
Рис. 2. Сварочный трансформатор СТЭ
Возможны, конечно, и другие способы регулирования трансформаторов, например путем секционирования обмотки и включения различного числа витков. Вилоизменяя основные схемы и объединяя элементы отдельных схем, образуют множество возможных систем и конструкций сварочных трансформаторов. Сварочные трансформаторы изготовляют обычно однофазными, сухими, с естественным воздушным охлаждением.
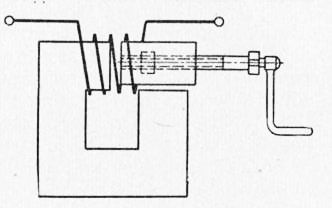
Рис. 3. Схема устройства регулятора РСТЭ
Примером трансформатора с отдельной дроссельной катушкой могут служить трансформаторы конструкции завода «Электрик» типа СТЭ . Комплектный сварочный аппарат состоит из трансформатора СТЭ и дроссельной катушки или регулятора РСТЭ , включаемого во вторичную цепь последовательно с дугой. Магнитопровод дроссельной катушки сделан разъемным. Подвижный сердечник магнитопровода может перемещаться вращением рукоятки регулятора. Перемещение подвижного сердечника меняет воздушный зазор магнитопровода и тем самым индуктивное сопротивление дросселя, а следовательно, и сварочный ток, так как меняется характеристика, отнесенная к электродам дуги. Величины воздушного зазора и сварочного тока контролируют по шкале указателя, скрепленного с подвижной частью магнитопровода. В первом приближении можно принять, что сварочный ток изменяется прямо пропорционально величине воздушного зазора магнитопровода дроссельной катушки.

Рис. 4. Регулятор РСТЭ
Трансформаторы СТЭ бывают нескольких типов, отличающихся лишь мощностью, и рассчитаны на сварочный ток 230-500 а для ПР 60%. Небольшие вес и габаритные размеры делают сварочные трансформаторы достаточно портативными. Трансформатор и дроссель перемещаются на роликах и снабжены ручками. В настоящее время трансформаторы заменены более совершенными конструкциями, но следует заметить, что на протяжении примерно 30 лет эти трансформаторы были основными источниками питания при ручной дуговой сварке.
Вторичное напряжение трансформаторов для ручной дуговой сварки с отдельной дроссельной катушкой составляет 60-65 в. Повышение вторичного напряжения сварочного трансформатора облегчает зажигание дуги и делает ее более устойчивой. С другой стороны, повышение вторичного напряжения увеличивает размеры, вес и стоимость трансформатора и дроссельной катушки, возрастает опасность поражения сварщика током. Снижение же напряжения ухудшает зажигание дуги и делает ее менее устойчивой. Напряжение 60-65 в, выбранное на основании многолетней практики, наиболее приемлемо для большинства случаев.
Дуговая сварка, в особенности ручная, создает прерывистую нагрузку для источника тока; за горением дуги следуют перерывы для смены электродов, зачистки швов и т. д. Режимом нагрузки определяется максимальный ток, который может быть получен без перегрева обмоток источника. Режим определяется коэффициентом ПР - прерывистой работы, представляющим собой отношение рабочего периода к продолжительности полного цикла работы, который не должен превышать 5 мин. ПР 100% означает горение дуги без перерывов. ПР 60% показывает, что в пятиминутном цикле дуга горит 3 мин, а перерывы в горении занимают 2 мин. Чем меньше ПР, тем больше максимально допустимая сила тока.
Примером сварочных трансформаторов, конструктивно объединенных в одно целое с дроссельной катушкой, могут служить трансформаторы СТН , предложенные акад. В. П. Никитиным еще в 1925 г. Трансформаторы СТН для ручной и автоматической сварки были рассчитаны на сварочные токи до 2000 а. В настоящее время производство этих трансформаторов прекращено.
Современные трансформаторы с увеличенным внутренним магнитным рассеянием без дроссельных катушек имеют пакеты рассеяния, набранные из трансформаторной стали, или подвижные обмотки трансформатора. Перемещая пакеты рассеяния, изменяют потоки рассеяния в трансформаторе. С увеличением потоков рассеяния сварочный ток уменьшается, с уменьшением - возрастает. В трансформаторах с подвижными обмотками, уменьшая расстояние между первичной и вторичной обмотками, увеличивают сварочный ток, и наоборот.
Рис. 5. Сварочный трансформатор СТШ -500
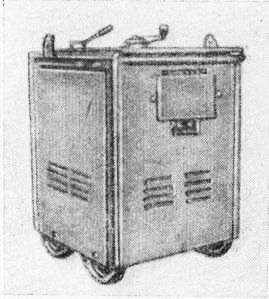
Рис. 6. Сварочный трансформатор ТД-500
Наиболее распространены трансформаторы для ручной дуговой сварки на номинальные сварочные токи 300 и 500 а. Примером современного трансформатора может служить трансформатор СТШ -500, разработанный Институтом электросварки им. Е. О. Патона (рис. 4). Его номинальный сварочный ток 500 а при ПР 60%, вторичное напряжение холостого хода 60 в, вес 220 кг. Плавное регулирование сварочного тока осуществляется посредством двух подвижных магнитных шунтов. Трансформатор обладает высокой надежностью в работе.
Аналогичный трансформатор ТД-500 (рис. 6), разработанный во внииэсо, имеет два диапазона регулирования сварочного тока:85-240 и 240-700 а. Номинальный сварочный ток 500 а при ПР 60%; вторичное напряжение холостого хода 76 в Для меньших и 60 в для больших токов; вес 210 кг. Несколько меньший по мощности трансформатор ТД-300 рассчитан на номинальный сварочный ток 300 а при ПР 60% с пределами регулирования 60- 400 а и двумя рабочими диапазонами с напряжениями 61 и 79 в; вес 137 кг. Расстояние между первичной и вторичной обмотками трансформаторов ТД-500 и ТД-300 регулируют вращением рукоятки на корпусе. Указанные трансформаторы достаточно компактны и транспортабельны, при наличии роликов легко перемещаются в заводских цехах.
Рис. 7. Сварочный трансформатор ТСП -2

Рис. 8. Конструкция сварочного трансформатора ТСП -2
В некоторых случаях необходимы не только передвижные, но и переносные сварочные трансформаторы. За счет экономного конструирования, применения лучших материалов и изоляции, допускающей более высокий нагрев, удалось создать легкие переносные сварочные трансформаторы для строительных, монтажных, ремонтных и тому подобных работ. Такой трансформатор ТСП -2, разработанный ВНИИЭСО , показан на рис. 7. Он рассчитан на прерывистую работу с ПР 20% и номинальный сварочный ток 300 а; напряжение холостого хода 62 в.
На рис. 8 показано устройство для раздвижения обмоток (как у трансформаторов ТД). Вес трансформатора ТСП -2 всего 65 кг. Существуют еще более легкие переносные трансформаторы. Например, трансформатор ВНИИЭСО ТДП -1 (номинальный сварочный ток 160 а ПР 20%) весит всего 38 кг, а трансформатор СТШ -250, разработанный Институтом электросварки им. Е. О. Патона (рис. 9), с номинальным сварочным током 250 а при ПР 20%, с напряжением холостого хода 60 в весит 40 кг. Кроме рассмотренных трансформаторов для ручной дуговой сварки, изготовляется большое количество сварочных трансформаторов специальных типов для автоматической дуговой сварки, дуговой сварки в защитных газах, электрошлаковой сварки и т. д. О некоторых специальных трансформаторох будет упомянуто дальше, при рассмотрении соответствующих видов сварки.
Существенным недостатком сварочных трансформаторов является низкий коэффициент мощности cos <р. Этот недостаток вызывается самим принципом устройства сварочного трансформатора, в котором падающая характеристика создается высокой индуктивностью цепи. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов берется не менее 60-65 в, а напряжение сварочной дуги обычно не превышает 20-30 в.
Рис. 9. Сварочный трансформатор СТШ -250

Рис. 10. Схема улучшения cos ф сварочного трансформатора
Коэффициент мощности может быть улучшен включением в сеть, питающую сварочные трансформаторы, емкостной нагрузки с опережающим углом ф, для чего удобнее всего параллельно к зажимам первичной обмотки каждого отдельного сварочного трансформатора присоединять конденсатор (рис. 10). Для каждого трансформатора при ручной сварке обычно достаточно небольшого конденсатора, который может быть встроен в кожух трансформатора.
Обшие требования к трансформаторам: напряжение холостого хода не должно превышать 80 В, регулирование тока должно осуществляться по возможности плавно.
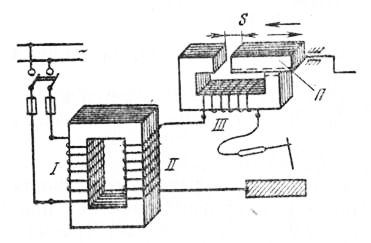
Рис. 11. Электрическая схема сварочного трансформатора типа СТЭ : /, //, III - первичная, вторичная и реактивная обмотки; Л - подвижной пакет сердечника дросселя, S - воздушный зазор в сердечнике

Рис. 12. Электрическая схема сва-1 рочного трансформатора типа СТН : I, II, III - первичная, вторичная и ре-1 активная обмотки; П - подвижной пакет сердечника дросселя, S - воздушный зазор в сердечнике
В Советском Союзе применяются сварочные трансформаторы двух групп: I - с нормальным магнитным рассеянием и реактивной катушкой (дросселем); реактивная катушка может располагаться на отдельном магнитопроводе (трансформаторы типа СТЭ -сварочный трансформатор завода «Электрик») или на общем магнитопроводе (трансформаторы типа СТН - сварочный трансформатор В. П. Никитина); И -с увеличенным магнитным рассеянием (трансформаторы типов ТС - трансформатор сварочный, ТСК . - с конденсатором, ТД- трансформатор дуговой, СТАН - сварочный трансформатор Академии наук и СТШ - сварочный трансформа тор шунтовой).
Технические данные трансформаторов для ручной сварки при. водятся в табл. 50. Электрические принципиальные схемы транс, форматоров даны на рис. 12-14. Устройства, создающие падаю, щую вольт-амперную характеристику трансформатора, обеспечи. вают устойчивое горение дуги и регулирование сварочного тока Эти устройства представляют собой дроссель, магнитный шунт и механизм перемещения вторичной обмотки.
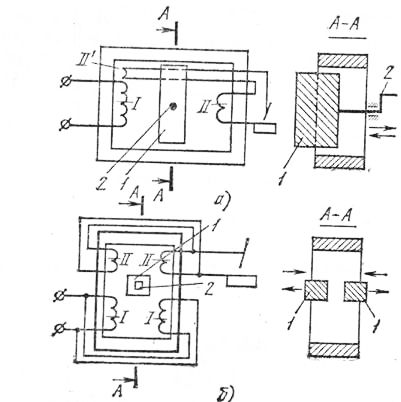
Рис. 13. Электрические схемы сварочных трансформаторов СТАН (а) и СТШ (б):

Рис. 14. Электрическая схема трансформатора типа ТСК :
Создание падающей вольт-амперной характеристики. Для зажигания дуги требуется повышенное напряжение по сравнению с напряжением дуги. Во вторичной обмотке сварочного трансформатора индуктируется постоянная электродвижущая сила. Она равна напряжению на зажимах сварочной цепи.
При нагрузке ток вторичной обмотки создает магнитный поток в сердечнике дросселя (или трансформатора). Этот магнитный, поток индуктирует э. д. с. самоиндукции или реактивную э. д. с. рассеяния. В обоих случаях это приводит к образованию индуктивного сопротивления в сварочной цепи и падению напряжения на дуге, т. е. к созданию падающей характеристики. Распределение э. д. с. источника питания в цепи показано на рис. 15 улучшение устойчивости горения дуги. В процессе перехода капли электродного металла на изделие происходит короткое замыкание.
Второй способ связан с применением электродных покрытий, имеющих особые технологические свойства. Такие покрытия еще не разработаны. При работе на сварочных токах более 250 А напряжение холостого хода может быть снижено и, следовательно, повышена устойчивость дуги.
Время перерыва можно уменьшить применением тока повышенной частоты. Этот способ иногда находит применение в сварочной практике. В этом случае пользуются преобразователями с генераторами повышенной частоты, например, типа ПС-100-1 с частотой тока 480 Гц. Время перерыва уменьшится во столько раз, во сколько раз увеличится частота тока и горение дуги становится устойчивым.
Сварочная дуга, горящая на переменном токе со значительной индуктивностью в цепи, не имеет перерывов, так как э. д. с. самоиндукции поддерживает ее горение. Для того чтобы величина э. д. с. самоиндукции была достаточной для поддержания горения дуги в момент снижения напряжения источника, необходим определенный угол сдвига фаз ф между током и напряжением. Устойчивое горение дуги на любых сварочных токах обеспечивается при cos ф = 0,35-0,6.
Регулирование сварочного тока. Изменение величины сварочного тока можно производить следующими способами:
- изменением величины вторичного напряжения холостого хода трансформатора секционированием числа витков первичной или вторичной обмоток;
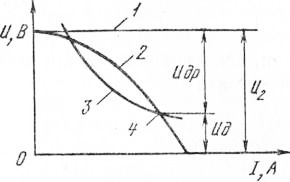
Рис. 15. Схема образования внешней характеристики: 1 - напряжение во вторичной обмотке сварочного трансформатора, 2 - падающая характеристика источника питания, 3 - статическая характеристика дуги, 4 - точка устойчивого горения дуги U, U3 , ид - напряжение источника, зажигания, дуги; t - время; I - сила тока, Т - время полного периода синусоидального напряжения источника; -время обрыва дуги

Рис. 18. Кривые изменения напряжения и тока дуги при активном сопротивлении в цепи: U, U3 , Од - напряжение источника, зажигания, дуги; (I - сила тока. Т - бремя полного периода синусоидального напряжения источника, Ф - угол сдвига фаз между напряжением источника и током

Рис. 19. Кривые изменения напряжения и тока дуги при введении индуктивного сопротивления в Цепь:
Первый способ применяется лишь как дополнительный, например, для получения двух диапазонов тока, а также в трансформаторах с жесткой вольт-амперной характеристикой. Наиболее широко применяется второй способ - изменение индуктивного сопротивления. Этот способ дает возможность плавно регулировать величину сварочного тока.
В трансформаторах типа СТЭ и СТН регулирование тока осуществляется изменением воздушного зазора в магнитопроводе дросселя. При вращении регулировочной ручки дросселя по часовой стрелке воздушный зазор увеличивается, магнитный поток уменьшается, индуктивное сопротивление становится меньше и ток увеличивается.
Вращением рукоятки дросселя против часовой стрелки достигается уменьшение зазора, увеличение индуктивного сопротивления и уменьшение тока.
В трансформаторе типа СТАН ступенчатое регулирование про изводится изменением числа витков реактивной части вторичной обмотки, а плавное регулирование - перемещением магнитного шунта. При выдвижении магнитного шунта из сердечника магнитный поток рассеяния трансформатора и индуктивное сопротивление уменьшаются, вследствие чего сварочный ток возрастает. В трансформаторах типа СТШ магнитный шунт конструктивно выполнен из двух половин, расходящихся в противоположные стороны. Когда шунт полностью вдвинут в сердечник, магнитный поток рассеяния и реактивная э. д. с. рассеяния максимальны, а сварочный ток минимален. В трансформаторах с подвижными обмотками (типа ТД, ТСК или ТС) плавное регулирование производится перемещением вторичной обмотки. При увеличении расстояния между обмотками поток рассеяния увеличивается, индуктивное сопротивление возрастает, а ток снижается.
Конструкции сварочных трансформаторов. Широко используются облегченные сварочные трансформаторы (переносные), которые предназначены для работ на строительных и монтажных площадках. Эти трансформаторы рассчитаны на выполнение коротких швов и прихваток, т. е. для работы при ПР=20%..К таким трансформаторам относятся ТСП -1 - на сварочный ток 105, 145, 160 и 180 А, масса его 37 кг; ТСП -2 и ТСП -2у2 -на ток от 90 до 300 А, масса 65 кг; СТШ -250 -на ток от 70 до 250 А, масса 44 кг; ТДП -1-на ток от 55 до 175 А, масса 38 кг. Небольшая масса этих трансформаторов достигнута За счет применения для сердечников стали с высокой магнитной проницаемостью, особой изоляции обмоток и понижения (до 20%) ПР.
Для монтажных работ выпускается также трансформатор ТД-304, рассчитанный на ПР = 50%, токи от 60 до 385 А, с подвижной вторичной обмоткой. Трансформатор имеет обмотки с теплостойкой и влагостойкой изоляцией и может комплектоваться приставкой РТД -2 для дистанционного регулирования сварочного тока. Масса трансформатора (установлен на салазки) - 137 кг.
Промышленностью выпускаются бытовые сварочные аппараты АДЗ -101 и ТД-101, предназначенные для ручной дуговой сварки стали толщиной до 2 мм покрытыми электродами марки ОЗС -9 диаметром 2 мм с повышенными ионизирующими свойствами. Первичный ток -15 А, номинальный сварочный ток - 50 А, потребляемая мощность - 1,85 кВт, масса аппарата - 20 кг.
Осцилляторы предназначены для облегчения зажигания и стабилизации дуги переменного тока при сварке неплавящим-ся (вольфрамовым) электродом и покрытыми электродами с низкими ионизирующими свойствами. Этот прибор создает переменный ток высокой частоты 250-300 кГц с высоким напряжением (более 2500 В). Ток высокой частоты при таком высоком напряжении не представляет большой опасности для сварщика, так как может вызвать лишь поверхностные ожоги кожи.
Осцилляторы включаются параллельно или последовательна с дугой. В сварочной цепи с осциллятором дуга возбуждаете без предварительного замыкания электрода с изделием (на рас стоянии 1-3 мм от электрода до изделия), поэтому их целесся образно включать при сварке отделочных и декоративных изделий.
Для ручной дуговой сварки покрытыми электродами на переменном токе в качестве источника питания Используют однофазные понижающие сварочные трансформаторы. В сравнении с источниками питания постоянного тока сварочные трансформаторы имеют следующие достоинства: простота конструкции, надежность в работе, простейшее обслуживание, невысокая стоимость. Недостатком сварочных трансформаторов, является низкий коэффициент мощности, особенно при холостом ходе и недогрузке. В последнее время принимаются меры, устранению этого недостатка - сварочные трансформаторы начинают выпускаться в комплекте со специальными конденсаторами для повышения коэффициента мощности.
Современные сварочные трансформаторы изготовляются в соответствии с ГОСТ 95-77 (СТ СЭВ 4668-84) («Трансформаторы однофазные однопостовые для ручной дуговой сварки». Общие технические условия).
Напряжение первичной обмотки сварочных трансформаторов в большинстве случаев равно 380 В, значительно реже -220 В. Напряжение холостого хода вторичной обмотки лежит в пределах 60-80 В. Сварочные трансформаторы имеют механические указатели тока, которые указывают ориентировочную величину сварочного тока. Погрешность показаний может достигать значительных величин. Действительное значение сварочного тока зависит от величины напряжения сети (его колебаний) и длины дуги в процессе сварки. По конструктивным особенностям сварочные трансформаторы классифицируют на две основные группы - с нормальным магнитным рассеянием и с повышенным магнитным рассеянием.
Трансформатор в режиме нагрузки имеет следующие магнитные потоки - рабочий магнитный поток Ф, магнитные потоки рассеяния первичной и вторичной обмоток. Рабочий магнитный поток Ф замыкается полностью по магнитопроводу, охватывая при этом обе обмотки трансформатора, и передает электрическую энергию из первичной обмотки во вторичную. Магнитные потоки, которые замыкаются частично по воздуху и охватывают при этом только одну обмотку, называются потоками рассеяния.
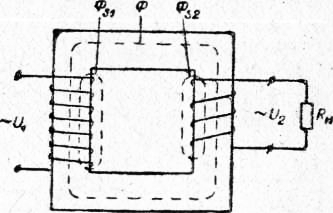
Рис. 1. Магнитные потоки трансформатора



